Forced Circulation Crystallization
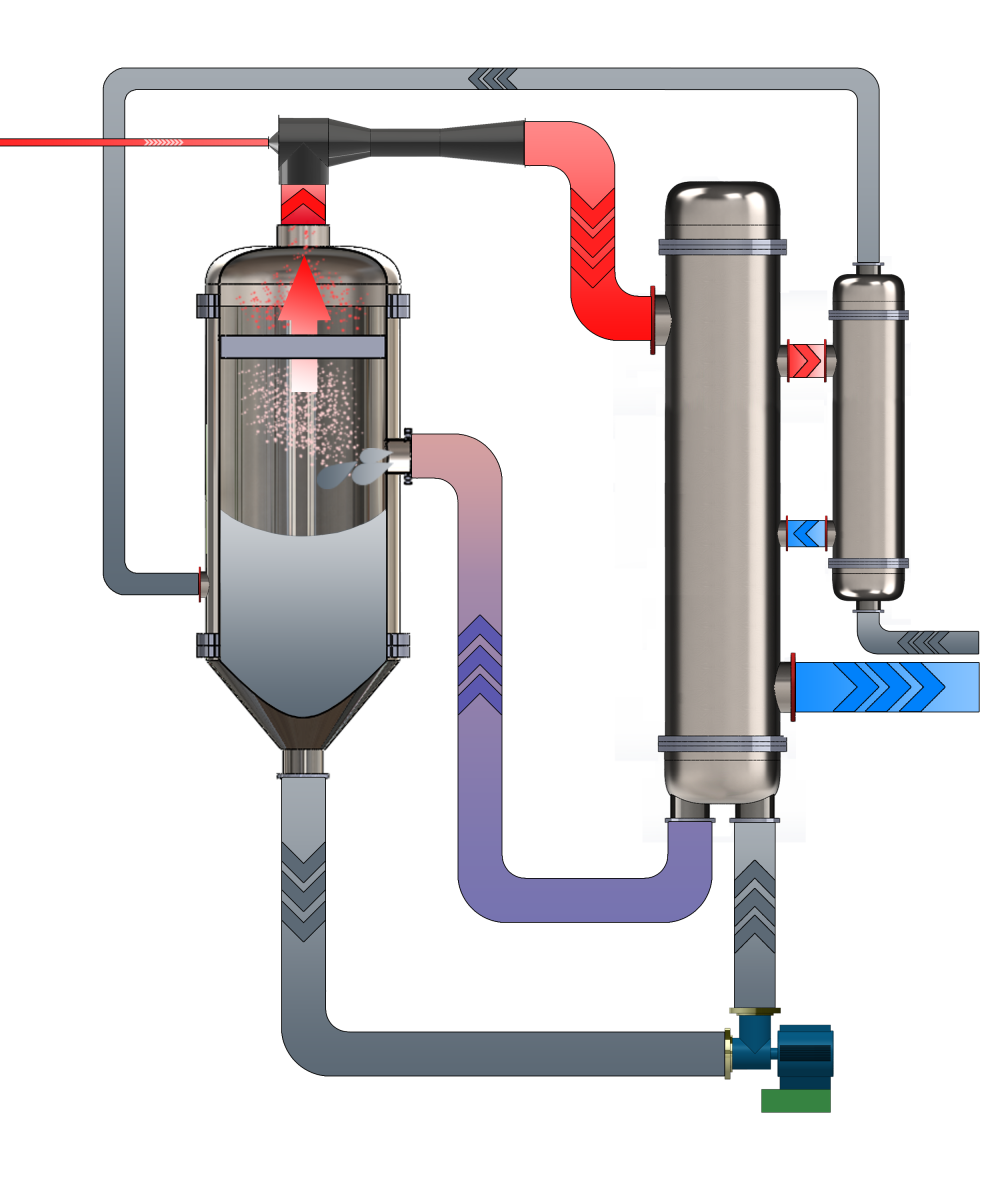
Thermal technologies are the heart of any ZLD system. Forced Circulation Crystallization used high recirculation rate trough a shell & tube heat exchanger, increasing the heat transfer rate and reducing the need for frequent chemical cleaning and scaling, while maximizing its concentration capacity.
Forced Circulation Crystallization is best suited for streams with high amount of impurities, streams requiring high concentration, and scaling, corrosive materials. The waste effluent of Forced Circulation Crystallization process can be made into a solid cake in a centrifuge or filter press system.
Vapor Recompression
Vapor Recompression can provide an effective method to recycle the motive energy for better process efficiency. Vapor Recompression can either be Thermal (TVR), or Mechanical (MVR). Vapor Recompression can easily enhance energy consumption of the plant by 30 to 50%.
TVR
Thermal Vapor Recompression uses a thermocompressor to reuse the generated vapor and improve process efficiency. TVR has the advantage of easier, cheaper design and manufacturing, no moving parts and thus lower maintenance costs, as well as smaller local footprint. Vacuum temperature operation is more feasible with TVR systems, lowering overall process temperature, and resulting in lower temperature related failures.
However, TVR system needs a source of live, high pressure steam to drive the thermocompressor. If such a source is not available close to the site, Mechanical Vapor Recompression can be used alternatively.
MVR
Mechanical Vapor Recompression uses an electrically driven compressor to recycle energy from the generated vapor. MVR systems are more difficult and costly to produce, but they don’t need a source of live steam.
MVR systems are best suited for operation at atmospheric temperatures, and may be powered by renewable energy sources, lowering overall carbon footprint.
Multiple effects
Forced Circulation Crystallizers can be designed with multiple effects. This is beneficial in situations where energy is expensive, as several effects can effectively recycle the vapor generated in the previous effects as the motive energy for the subsequent effects. This process can be enhanced further with the usage of Thermal Vapor Recompression, to recycle the energy even more effectively.
Fanniroo and Forced Circulation Crystallizers
Fanniroo Co. can design and construct Forced Circulation Crystallizers of various capacities, stages and with different thermal recovery technics, such as MVR (Mechanical Vapor Recompression) and TVR (Thermal Vapor Recompression) through our proprietary ZLD software. Fanniroo has the required know-how to determine and use any type of material to suit the characteristics of any wastewater stream.
Benefits of Forced Circulation Crystallization
- High quality product water, suitable for industrial and municipal use
- Suitable for streams with extremely high concentration
- Suitable for corrosive or scaling streams
- Various large capacities and different configurations
- Fully automatic control mechanism, constant monitoring by software
- Low energy consumption, up to 50 kWh/m3 with TVR or MVR thermal energy recovery
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}